|

|
ООО "ВТК" имеет честь
предложить Вам принципиально новую технологию (Технология РВС) ремонта и
восстановления изношенных узлов и механизмов без разборки в режиме штатной
эксплуатации. Для достижения аналогичного эффекта в новых агрегатах
традиционно используются дорогостоящие высококачественные стали, повышаются
классы обработки их поверхностей, уменьшаются допуски, а в ряде случаев,
как, например, в спортивных двигателях, детали и узлы индивидуально
подбираются друг к другу. И, не
смотря на все эти меры, агрегаты все равно изнашиваются по причине
неизбежного контакта металлов при трении.
|
Нами накоплен
большой опыт ремонта разнообразных узлов и механизмов оборудования
практически всех отраслей промышленности и транспорта.
В том числе:
1 На компрессорных и газоперекачивающих станциях,
2 На портовом оборудовании и оборудовании судов,
3 На горно-обогатительных комбинатах,
4 На железнодорожном транспорте,
5 На промышленном оборудовании,
6 На оборудовании энергосистем,
7 На электро - и автотранспорте.
Опыт ремонта различного
оборудования с использованием РВС-технологии
позволяет утверждать, что в восстановленном агрегате:
1 Ресурс восстановленного агрегата намного превышает ресурс нового,
2 Восстанавливается компрессия и увеличивается
мощность любых ДВС,
3 Расход топлива и электроэнергии снижается на 10...20%,
4 Уменьшаются потери на трение и повышается КПД,
5 Уменьшается вибрация и шум,
6 Снижается содержание СО в выхлопных газах.
На сегодня нами
отработаны методики восстановления:
1 Защиты от бокового износа Ж/Д колес и рельсов,
2 Ремонт и восстановление двигателей внутреннего сгорания всех типов,
3 Подшипников качения и скольжения,
4 Открытых шестеренчатых передач,
5 Редукторов всех типов,
6 Гидравлических систем.

|
В процессе проводимого ремонта на
поверхности пар трения агрегатов в зонах контакта образуется
модифицированный слой, представляющий собой монокристалл, выращенный на
кристаллической решетке поверхностного слоя самого металла. Одновременно в
результате диффузии материалов РВСа с поверхности в глубину металла,
улучшается структура его кристаллической решетки и, тем самым, упрочняется
приповерхностный слой самого металла.
Термодинамические процессы,
происходящие в зонах трения в присутствии РВС, способствуют образованию
более толстого модифицированного слоя в местах наибольшей выработки
металла. Таким образом, в процессе ремонта постепенно стабилизируется и
приближается к оптимальной величине зазора между трущимися деталями по всей
площади пятен контакта.
|
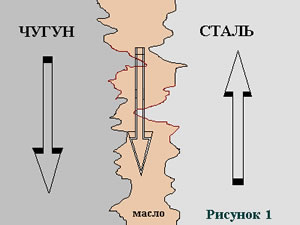
ФИЗИЧЕСКАЯ
КАРТИНА ПРОЦЕССА ТРЕНИЯ НА ПРИМЕРЕ ПАРЫ СТАЛЬ-ЧУГУН.
МАСЛА. Даже очень
хорошо подготовленная поверхность стали 12 при детальном
рассмотрении под микроскопом имеет вид вспаханного поля с чередой
пиков, кратеров и редких равнин между ними. (Рис. 1)
 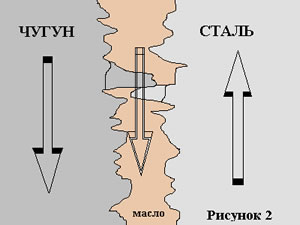 В процессе движения этих поверхностей друг относительно друга
наиболее выступающие (Рис. 2) пики приходят в соприкосновение и
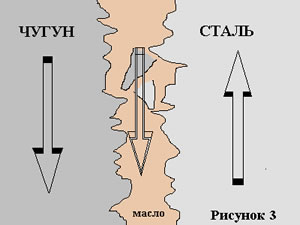
выбивают друг друга, образуя на обеих поверхностях по микрократеру. (Рис. 3) В процессе движения этих поверхностей друг относительно друга
наиболее выступающие (Рис. 2) пики приходят в соприкосновение и
выбивают друг друга, образуя на обеих поверхностях по микрократеру. (Рис. 3)
|
|
В каждый последующий момент работы будут соприкосаться
и стираться другие выступы микрорельефа, добовляя
в масло все новые и новые частицы метала, увеличивая зазоры. классический способ борьбы с
трением - использование " масляного клина " в зонах трения
приводит к существенному уменьшению вышеописанных эффектов, и до недавнего
времени задача увеличения моторесурса двигателя решилась путем улучшения
свойств применяемых масел, а так же специальной обработкой
металлических поверхностей.
|
|
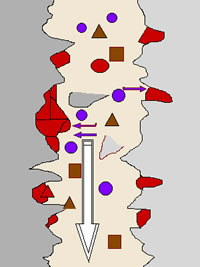
ПРИСАДКИ.
В последнии годы появились многочисленные
присадки, как улучшающие свойства масел, так и выравнивающие дефекты
микрорельефа трущихся поверхностей. Механизмы работы присадки кратко
рассмотрим
на примере (Рис. 4),
|
|
Здесь та же пара трения показана крупным планом. В состав данной
присадки входят антиокислительные (коричневые), антизадирные (синие) и заполняющие элементы (бордовые). В
процессе трения крупные краторы на поверхностях метала заполняются и частично выровненные поверхности как
на шариках антизадирных элементов проскальзывают
друг по другу. Основной недостаток данной технологии состоит в том,что в местах трения все
время необходимо наличие присадки, причем в достаточной концентрации.
Постоянное поддержание значительной концентрации присадок в системе подачи
масла приводит к тому, что в процессе работы двигателя продукты износа
присадок постепенно засоряют узкие места масляных каналов, давление снижается
и т.д. Кроме того, нужно понимать, что применение присадок лишь
притормаживает процесс износа пар трения, по существу не восстанавливая
технических характеристик агрегата. Это не ремонт,а скорее реанимация.
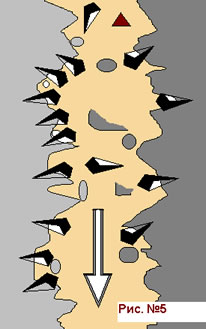
МОДИФИЦИРОВАННЫЙ
СЛОЙ (РВС-ТЕХНОЛОГИЯ).
Рассмотрим процесс образования модифицированного слоя на
поверхностях пар трения. В соответствие с технологией ремонтно-восстановительные
составы (РВС) добавляются в носитель, в данном случае - масло, причем не
новое, а уже имеющее в своем составе продукты трения. Если условно разделить
протекающие процессы на этапы, то можно представить себе картину следующим образом.
За счет высоких абразивных свойств РВС в местах контакта происходит
суперфинишная обработка поверхностей трения - очистка нагаров, окислов,
деструктурированного масла. В местах локального контакта в микрообъемах
возникают высокие температуры (до 1000`С и более), что приводит к инициации
микрометаллургических процессах - микросхватывания, микросваривания и
шаржирования. В результате происходит "приплавление" частиц РВС к
кристаллической решетке поверхностного слоя стали (Рис. №5).
Практически одновременно с этим происходит нагартовка
несработанных частиц РВС, частиц металла и других продуктов трения в
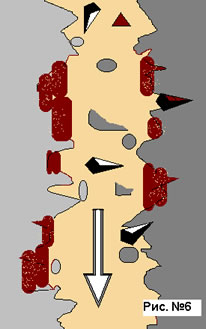
углубления микрорельефа (Рис. №5). Поскольку элементы РВСов работают как катализаторы, постольку в местах
нагартовки создаются условия для активного протекания
окислительно-восстановительных процессов. В результате этих реакций
происходит образование модифицированного слоя. Одновременно в пограничной
области происходит образование новых кристаллов, наращенных на
кристаллической решетке металла. Они показаны бордовым цветом на Рис. №6.
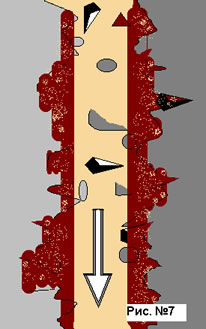
В дальнейшем эти кристаллы ориентируются вдоль поля и срастаются, образуя на
всей поверхности пятна контакта непрерывный ряд твердых растворов или, как мы
понимаем, монокристаллы (Рис. №7). .
Все выше указанные процессы на самом деле протекают практически одновременно
и имеют место до тех пор, пока в носителе не иссякнет добавленный
строительный материал РВСа или пока в системе не наступит равновесие: все
зазоры будут выбраны до оптимальной величины, определяемой термодинамическими
процессами, протекающими в каждой точке локального контакта данной системы. В
конечном счете, оптимизация зазоров в местах контакта определяется
конструктивными особенностями самой системы и всего агрегата в целом.
Теперь в местах контакта вместо трения металл-металл будет
метал-модифицированный слой, а эта пара имеет существенно меньший коэффициент
трения и гораздо большую износоустойчивость.
Ярким примером преимущества нашей технологии служит процесс "холодного" запуска двигателя
внутреннего сгорания, когда наши покрытия уже работают, а масла и присадки к
ним - еще нет. По некоторым оценкам трение при "холодном" запуске
создает от 50 до 80 % износа двигателя. Следовательно, изменение режимов трения
при запуске двигателя - это способ существенного повышения его ресурса. .
Кроме того, после нашей обработки существенно меняется роль масла - оно уже
не должно выполнять роль эффективного третьего тела в паре трения, а лишь
выполнять функцию теплоотвода. По этому в ряде случаев, когда не слишком
сильно нарушаются температурные режимы, агрегаты могут работать вообще без
масла, что, как известно, в обычном случае очень быстро приводит к
катастрофическим последствиям.
ОСНОВНЫЕ СВОЙСТВА И ПОКАЗАТЕЛИ
ПОЛУЧАЕМОГО МОДИФИЦИРОВАННОГО СЛОЯ.
1. Коэффициент линейного термического расширения - 13,6...14,2.
2. Очень низкий коэффициент трения - около 0,007.
3. Микротвердость поверхностей - 690...710 НУ.
4. Ударная прочность - 50 кг/мм2.
5. Высокая коррозийная стойкость.
6. Повышенная износостойкость.
СРАВНЕНИЯ С АЛЬТЕРНАТИВНЫМИ
ТЕХНОЛОГИЯМИ.
РВС - технология и классический ремонт на примере двигателя
внутреннего сгорания
|
Технологическая
операция
|
Виды ремонта двигателя
внутреннего сгорания
|
|
Капитальный
ремонт с заменой изношенных деталей
|
РВС -технология
|
|
Демонтаж и
разборка ДВС
|
Требуется
специально оборудованное помещение и обученный персонал
|
Не требуется
|
|
Дефектация
|
Требует оборудования
и справочных данных
|
По косвенным
признакам
|
|
Комплектация
запчастями
|
Требует наличия
складов, системы учета и дополнительных материальных затрат на покупку
запаса запчастей
|
Не требуется
|
|
Сборка и
установка ДВС
|
Требует помещения,
оборудования и специально обученного персонала
|
Не требуется
|
|
Заливка нового
масла
|
Расходуется объем
масла в картере
|
РВС добавляются в
старое масло
|
|
Обкатка ДВС,
замена масла
|
Работа с неполной
загрузкой, дополнительный расход масла
|
Приработка в
течение 20 минут
|
РВС - технология и
присадки к маслам
(Приведены характеристики лучших
присадок Lubrifil, Slider-2000, тефлоновые и др.)
|
Характеристики и эффекты
|
РВС - технология
|
Присадки
|
|
Упрочнение поверхности трения
|
В 1,7...2 раза
|
Не происходит
|
|
Длительность эффекта выравнивания микрорельефа
|
Свыше 50 000 км
|
5 000...10 000 км
|
|
Компенсация износа (выравнивание микрорельефа)
|
До получения оптимальных зазоров
|
Не происходит
|
|
Вибрация и шум
|
Снижение
|
Снижение
|
|
Антикоррозийная стойкость
|
Высокая
|
Низкая
|
|
Требуемая периодичность обработки
|
Однократно
|
При каждой смене масла
|
|
Совместимость с применяемыми маслами
|
Совместимы со всеми маслами
|
Требует тщательного подбора
|
|
Коэффициент трения
|
0,003...0,007
|
Не менее 0,012
|
|
Увеличение К.П.Д. двигателя
|
На 5...10%
|
Не дает
|
|
Результат систематического применения
|
Не требуются плановые ремонты, запчасти
|
Закупориваются масляные каналы.
|
Необходимо отметить, что при трении
деталей, покрытых модифицированным слоем, значительно снижаются требования к
качеству применяемых масел. Масло уже не должно выполнять функцию
эффективного третьего тела, а лишь функцию теплоотвода, аналогично тосолу. Таким
образом, мы предлагаем технологию, позволяющую провести полный капитальный
ремонт изношенного механизма с последующей обкаткой, со значительным
увеличением его эксплуатационного ресурса, повышением мощности и КПД, причем
дешевле и технологически проще обычного ремонта.
Далее приводим базовые цены на ремонт
автотранспорта по РВС - технологии.
|
Объем ДВС, л.
|
Стоимость
ремонта, рубли.
|
|
ДВС
|
1 моста
|
КПП
|
АКПП
|
|
До 1,2 л.
|
600
|
96
|
180
|
840
|
|
1,2...1,49
|
780
|
144
|
228
|
1080
|
|
1,5...1,79
|
900
|
168
|
252
|
1260
|
|
1,8...1,99
|
1020
|
186
|
276
|
1320
|
|
2,0...2,49
|
1170
|
204
|
300
|
1560
|
|
2,5...2,99
|
1320
|
228
|
384
|
1800
|
|
3,0...3,49
|
1560
|
276
|
432
|
2040
|
|
3,5...3,99
|
1800
|
324
|
480
|
2160
|
|
4,0...4,49
|
2160
|
384
|
540
|
2400
|
|
4,5...4,99
|
2520
|
444
|
600
|
2640
|
|
5,0...5,99
|
2880
|
492
|
660
|
2880
|
|
6,0...6,99
|
3240
|
576
|
720
|
3120
|
|
7,0...7,99
|
3720
|
660
|
780
|
3360
|
|
8,0...8,99
|
4080
|
744
|
840
|
3600
|
|
9,0...9,99
|
4440
|
840
|
900
|
3840
|
|
10,0...10,99
|
4920
|
936
|
960
|
4080
|
|
11,0...11,99
|
5280
|
1032
|
1020
|
4320
|
|
От 12,0
|
Договорная цена.
|
Как видно из таблицы цен,
ремонт и восстановление ДВС и других механизмов автомашин в несколько раз дешевле,
чем обычные плановые КАП - ремонты, что целесообразнее и экономически выгодно
для Вашего предприятия.
Если Вы заинтересованы в
ремонте и восстановлении Ваших транспортных и механических средств, то ниже
перечисленная информация поможет Вам связаться с нами. Мы также ответим на
любые интересующие Вас вопросы.

603163 Нижний Новгород ул. Деловая - 3
тел. (8312) 60-43-04, 91-19-72
rvstech@rol.ru
rvs@52.ru
контактное лицо: Шабынин Константин Викторович.
|